At this year’s 21st service management forum, ASAP will feature “the servitisation revolution for sustainability.” While both keywords attract attention, the road to action is less obvious. I find it positive to see a growing consensus on the ‘why’ and ‘what’ of sustainability. However, I detect a more hesitant dynamic when addressing the ‘how’ and ‘who.’ Hence, I will deliver a keynote, “Sustainability by Design,” on October 25th, sharing practical approaches to help you deliver on your sustainability ambition.
Sustainable product design
For just over 30 years, I have worked in the service domain. When I ask service leaders and technicians about the serviceability of products, it feels like poking a bear. “What did engineering have in mind when they designed this product? It is difficult to both diagnose and repair.”
By nature, service technicians are a mix of firefighter and magician: they will get the work done, one way or another. Whether that work is done efficiently, cost-effectively, or profitably is a different story. But is it sustainable? Definitely! Repairing a product is more sustainable than buying a new one.
For years, iFixit.com has been giving repairability scores to B2C products. Its purpose is to change the consumer mindset regarding sustainability. Today, sustainability awareness is embedded in right-to-repair legislation (both in the EU and the U.S.). See the iFixit Repair Manifesto here.
Shifting to the B2B world of your technicians, they could write a book on the challenges of repairability:
- Why do I need two hours of labor to disassemble a product to replace a $5 component?
- Why do I need special tools just to open the product?
- Why does the repair kit contain parts I never use and/or cannot reuse?
These challenges are embedded in the product’s design, which brings us to the topic of design-for-service, or perhaps we should say design-for-operation. Meaning: how easy and sustainable is it to use products?
Now, we arrive at a branch:
- How do we make existing products more sustainable?
- How do we make new products more sustainable?
For the latter, we could start from scratch and act upon the guidelines for sustainable product design. For the former, we must accept historical/sub-optimal design decisions and establish mitigating strategies in the domain of service lifecycle management (SLM).
Service lifecycle management (SLM)
When I visit OEMs (Original Equipment Manufacturers) as a service persona, my favorite opening phrase is, “You design and build great products, and then they go into the field.” This “going into the field” will happen regardless of whether design-for-serviceability and sustainability concepts are applied during the engineering process. What I’m saying is that SLM can and should apply its own design-for-sustainability paradigm when defining processes and tooling. By doing so, the service function will achieve two goals:
- The current installed base will be serviced as sustainably as possible, within product design constraints.
- Data collected from the existing installed base will feed sustainability improvements for the next generation of products.
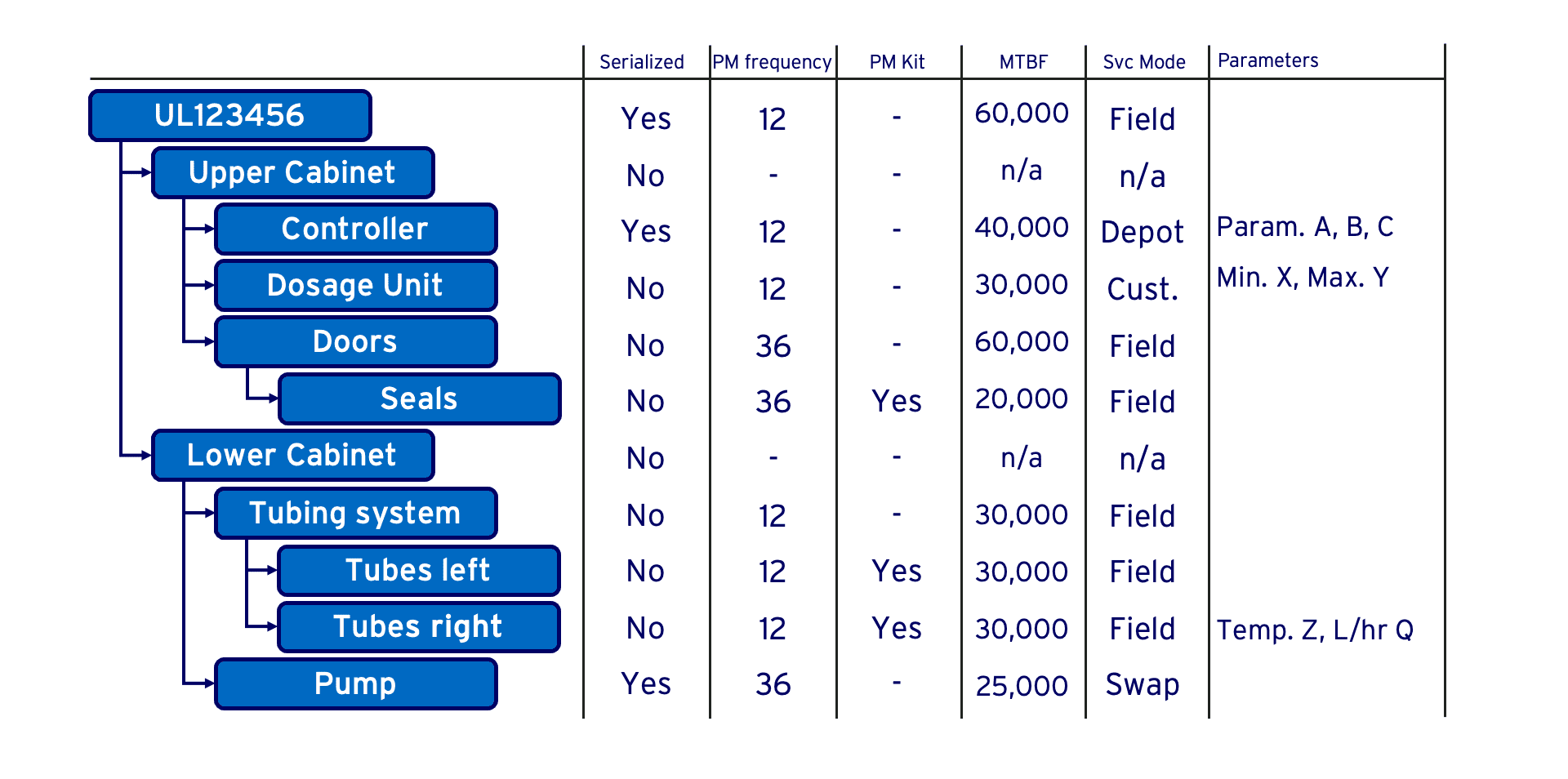
An example of a simple, efficient, and powerful way to drive sustainability is by using the mean-time-between-failure (MTBF) metric in a plan-versus-actual approach.
Suppose Engineering designs a component with an expected MTBF of 10,000 hours. This is the plan. We then produce a batch of 100 units, which go into the field. Each of those units will have a unique service lifecycle, generating live data. This is the actual. When a unit fails, Service typically repairs the component reactively. But when you start using the MTBF to predict and identify outliers, you become more sustainable:
- Planned interventions are both cheaper and more sustainable than unplanned work.
- Comparing actual vs. planned MTBF will help identify unplanned downtime and sustainability issues early on.
- Capturing actual MTBF is a critical data point for sustainable product design.
If the actual MTBF deviates from the planned value, it doesn’t always mean Engineering was wrong. Sustainability also involves a customer component. Acting on the discrepancy may lead the OEM to advise the customer on better usage and product management.
By design
In the previous two paragraphs, I’ve addressed two facets of Sustainability by Design: a product-design facet and a process-design facet. Combining the two will boost your sustainability benefits, making 1 + 1 = 3.
Two additional concepts come into play. You could see them as building blocks of your sustainability agenda:
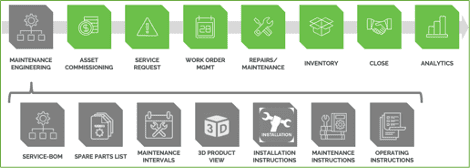
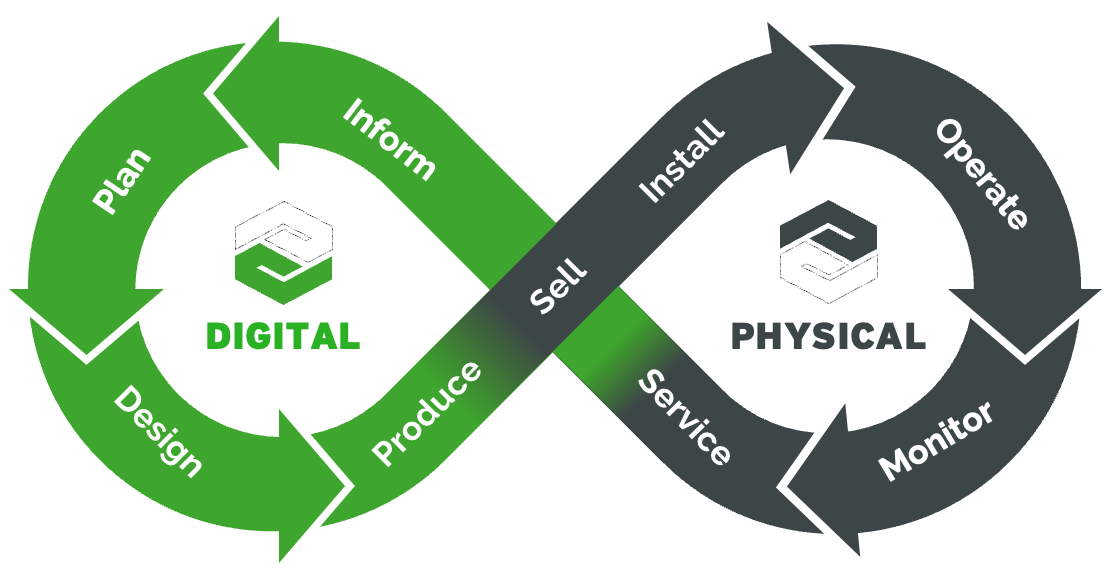
- Digital thread: The flow of product information through all stages of its lifecycle. In other words, a thread from as-designed, as-built, as-sold, as-installed, as-maintained, and as-decommissioned.
- Product Passport: The system-of-record for products in the field, capturing the data from all touchpoints over its service lifecycle.
Where the digital thread anchors product lifecycle information from engineering to service and vice versa, the Product Passport captures the service lifecycle information of each product instance in the field. Together, they create an actionable closed loop regarding a product’s health and performance. These insights help the product owner, OEM, and service organization make informed decisions about three important lifecycle choices affecting sustainability:
- When to maintain a product.
- When to upgrade a product.
- When to replace a product and recover the residual value of the old one.
Whether sustainability is your primary or secondary driver, the technology to realize your ambition exists today. Digital Thread and Product Passport address the ‘how’ and ‘who.’ If you want to learn more, visit us at ASAP Service Management in Brescia, Italy, on October 24th and 25th, or contact us.
Published on PTC Blog.