In fast-moving industries, product innovation often outpaces the installed base. While new products launch with advanced features, thousands of existing units in-the-field remain unchanged. As equipment ages and technology advances, organizations face mounting maintenance costs, quality issues, and compliance risks. Yet customers expect their investments to remain efficient, safe, and up to date for longer periods.
This widening gap between innovation and field usage makes strategic Product Lifecycle Management (PLM) essential. Innovating at the factory is no longer sufficient; companies must proactively extend improvements to their installed assets.
The Challenge: Keeping the Installed Base Current
Organizations typically encounter four main obstacles when managing products in the field:
- Innovations Rarely Reach Existing Units. New engineering breakthroughs benefit new products, but these updates seldom reach assets already in use, causing a divide between potential and actual customer experience.
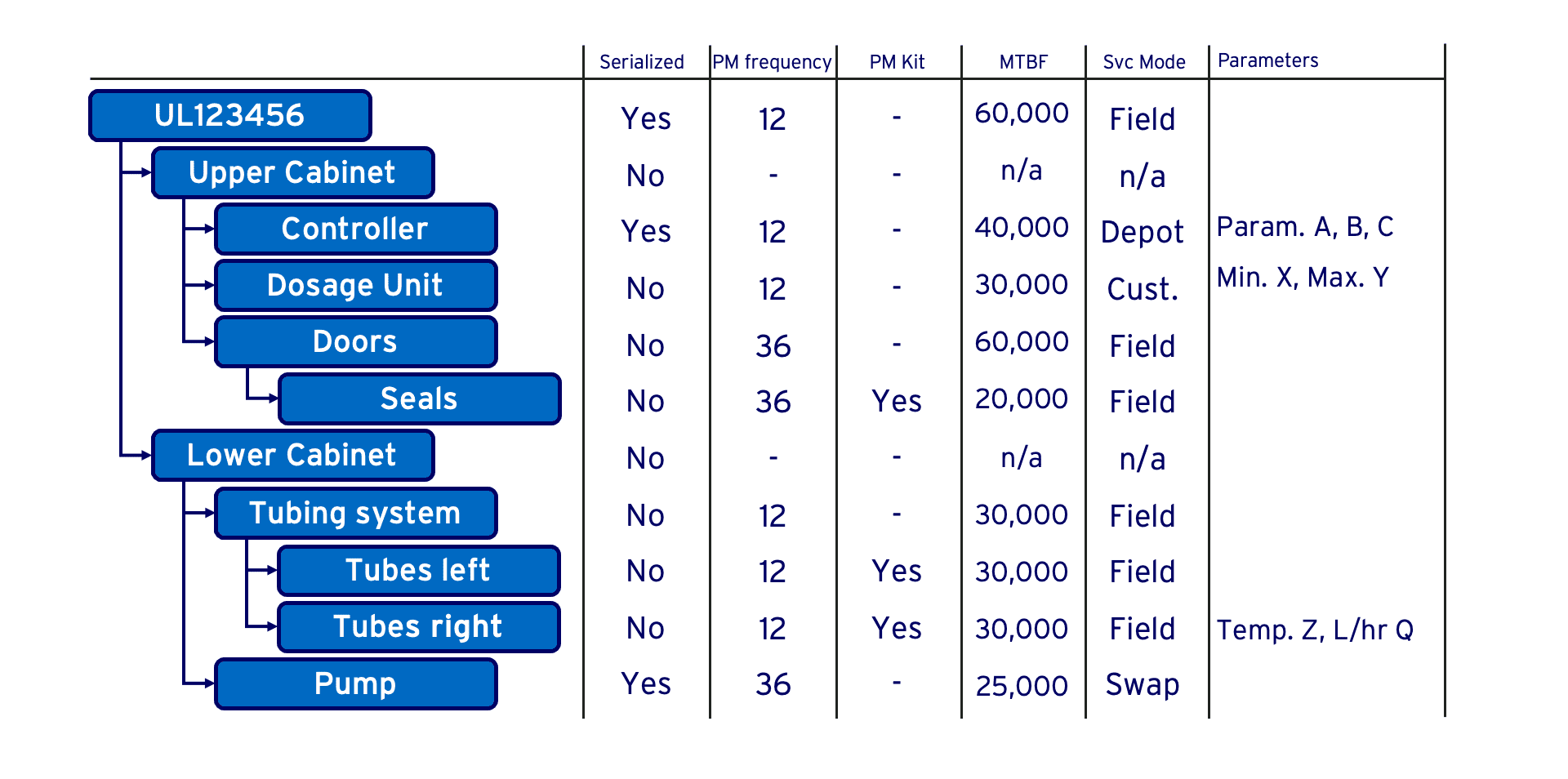
- Modernizations Must Start from “As Maintained,” Not “As Built”. Service changes often rely on outdated “as built” records. In reality, assets have been serviced or modified, and lacking accurate “as maintained” data makes modernization risky and costly.
- Quality Issues and Recalls Demand Full Installed Base Visibility. Companies need instant insight into the location, configuration, and ownership of affected units during recalls. Without this, recalls are slower and more expensive, risking brand damage.
- Lifecycle Optimization Requires Real World Product Behavior. Engineering relies on intended performance, but real-world feedback is crucial to avoid repeating issues and stagnating designs.
Consequences include higher maintenance costs, safety incidents, dissatisfied customers, and shrinking margins.
The Solution: A Connected, Insight-Driven PLM Loop
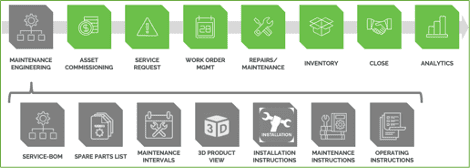
Modern closed-loop PLM systems like ServiceMax close these gaps by providing complete visibility, robust field change management, and structured project execution for upgrades, recalls, and modernizations. Key capabilities include:
- Full visibility into every installed asset
- Orchestration of upgrades, recalls, and engineering change execution
- Project management for lifecycle campaigns across multiple assets
- Closed-loop integration with engineering PLM systems
- Support for the full Problem → Investigation → ECR → ECN process
This unified approach connects data from engineering to field operations, ensuring innovation reaches both new and existing equipment.
The Impact: Higher Performance, Lower Cost, Safer Operation
With better data and connected workflows, organizations realize four key benefits:
- Improved Product Lifetime Performance. Comparing real-world performance with design intent enables continuous improvement, proactive modernization, and extended asset life.
- Deeper Product Understanding. Feedback between service and engineering leads to better designs, fewer recurring issues, and accelerated innovation cycles.
- Strategically Informed Portfolio Management. Insights into service costs guide smarter investment, product phase-out, and redesign decisions.
- Maximized Asset and Market Value. Strategic lifecycle management increases asset lifespan, protects investments, reduces obsolescence and warranty costs, improves specs, drives modernization revenue, and lowers ecological footprint.
The result is a resilient, customer-centric service and engineering ecosystem.
Key Lifecycle Strategies for MLUs, Retrofits, ECRs, and Recalls
Lifecycle excellence involves structured processes and upgrades. Four major strategies include:
- Mid Life Upgrades (MLUs): Modernize systems halfway through service life, replacing obsolete components and refreshing capabilities at lower cost than buying new. Examples include digital cockpits and AI-enabled systems.
- Retrofits: Add functionality to older systems for efficiency or regulatory compliance, often reducing emissions and costs. Aviation retrofits using used materials can cut CO₂ by up to 90% compared to new parts.
- Engineering Change Requests (ECRs): Formal proposals capturing the rationale and assessment for design changes, preventing costly errors and preserving decision history.
- Recalls: Remove or repair unsafe products, protecting public safety and brand reputation. Modern PLM systems help identify risks early, reducing recall frequency and cost.
Why Strategic Lifecycle Management Matters Now More Than Ever
Products remain in the field longer while technology evolves quickly and sustainability requirements intensify. Customers expect ongoing improvement, not stagnation. By enabling upgrades, retrofits, and engineering changes for all assets, organizations can deliver innovation well beyond the initial sale, extend equipment life, reduce environmental impact, improve safety and compliance, and unlock new revenue.Strategic lifecycle management ensures innovation continues throughout every asset’s life, not just at the factory.