
“We’ve defined ERP as the system of record for our installed base”. This a phrase we hear quite often. Is it a smart choice, and what are the consequences of this choice? When you are in the business of managing the service lifecycle of an installed base, we believe you should consider an alternative approach to system of record.
This blog is part 2 in a series of three.
- Part 1 – How the Service Bill of Materials Links Engineering to Service
- Part 3 – How the Service Bill of Materials Enables Cross-selling & Upselling
Limitations of ERP
ERP is often a solid choice for the system of record for many data objects. But lesser so for products, equipment and assets that have left the building. When products hit the field and start their operational lifecycle, those products become a handle for a lot of contextual usage data. Think in terms of how is the product being used, how is it being maintained, and what touch points have we had with the product?
Bill of Materials lifecycle
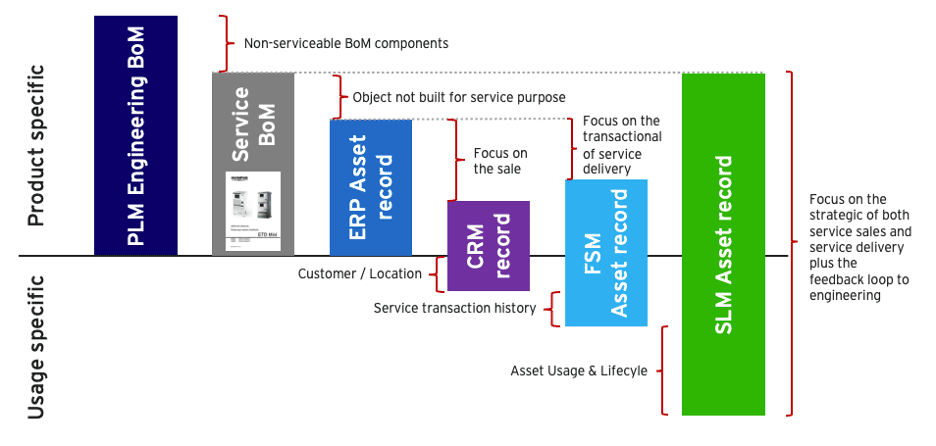
Let us paint a picture of the lifecycle of the Bill of Materials (BoM). In the design phase of a product, engineering will create an engineering BoM. In the build phase, manufacturing will pull the latest revision of the engineering BoM and use it as a template to manufacture a batch of x units. All those units have the same as-built. If we use a configurator in the sales process, the as-sold may differ from the as-built. So far the information we have captured is product specific.
Post-point-of-sales, when the unit leaves the building and the customer starts using the product, the unit becomes unique. Though the engineering team may have had a specific use profile in mind when designing the product, in real life, customers use the product within (or outside) a bandwidth of the product specifications. Tracking how customers maintain and operate the product thus becomes essential to keep the product running. Being in the operational lifecycle of a product we’ll refer to the BoM as as-maintained or as-operated.
Service lifecycle management (SLM), fit for purpose
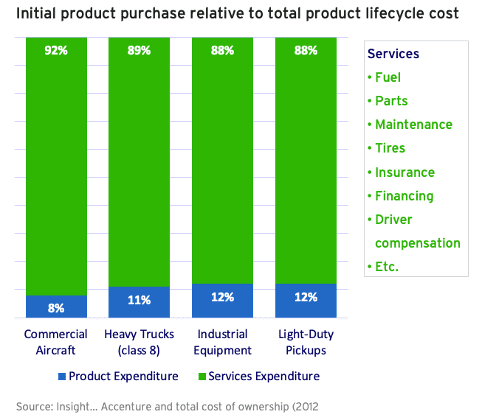
If we have to name one single reason why any OEM should revisit their ERP installed base system of record paradigm, it is total product lifecycle cost.
For mission-critical assets, the lifetime Opex is a multiple of product expenditure Capex. Thus, if you want to make a valuable impact on the users/buyers of your products, you need to focus on the service lifecycle.
The SLM asset record is fit for purpose. SLM connects as-engineered, as-built, as-sold, and as-maintained. In part 1 of this series, we explained how the Service-BoM sets the standard of maintenance, underpinning the value promise of product uptime and sustenance. PLM, ERP, CRM, and FSM all add data to the digital thread of the product. SLM, being on the receiving end, defines the data master for products in the field.
Enterprise data architect
Knowing that it takes both product and usage-specific data attributes to keep products running, we’d like to better understand why we’ve defined ERP as the system of record for our installed base. Is this a dogmatic, pragmatic, or conscious decision?
In the decision-making process for enterprise software, there are two factions. The business persona and the IT persona. Both weigh decisions along different (internal) metrics. Though it may seem obvious to abandon the ERP mantra from a business perspective, IT may have sufficient counterarguments not to do so.
This is where we can/should call on the help of the enterprise data architect. The enterprise data architect is key to any system of record conversation. What is primary, and what is secondary? How does data flow from one business area to the next? Does any function own data or is every function contributing data to an enterprise pool of data? The enterprise architect will be able to weigh the arguments and weigh the value of data beyond the individual functions in an organization.
Value of Asset Data
Knowing that the value of asset data is only getting bigger and bigger, we believe we are at an interesting point in time to create a digital thread of data. Focused on keeping the world running. Using the Service-BoM as a pivot. Using SLM as a system of record.
In part 3 of this series, we’ll focus on value using Service BoM and SLM data to drive cross and upsell. Teaser: when you exert a lot of effort in designing, building, and selling products, how much effort do you want to put into generating margin contribution off your installed base?
This article is published on Field Service Digital.

